












BASICS OF RUBBER TESTING
January 11, 2023 · Neethu A S
- Standardisation
- Preparation of test pieces
- Testing of uncured rubber
- Mechanical testing
- Thermal testing
- Durability testing
- Other testing
- Measurement techniques
Standardisation
A standard tells you how to do something how to produce a particular object, use a terminology, and to employ a method of testing or some other procedure in a specific manner. A standard can be regarded as an agreement between the authorities, manufacturers, consumers and other interested parties in all participating nations and it is an effective and powerful tool precisely because these parties have worked out the standard together. Check out the best EPDM rubber products manufacturer in Kerala.
Preparation of test pieces
The testing of rubber is either starting from uncured rubber or from cured rubber products. Testing can also apply to the uncured or cured state. The preparation of the test pieces is an extremely important part of the testing itself and it must not be the case that the test results reflect the effects of the preparation rather than the properties of the materials being tested.
Temperature conditioning of the test material is also an important part of the preparation
Testing uncured properties
The testing can include the determination of viscosity, cure curve, density and hardness.
In the processing of rubber, it is important that the material has a suitable viscosity for the purpose. If the viscosity is too low the material will become difficult to process, e.g., due to increased stickiness, cold flow and low strength. If the viscosity is too high, processing requires great amounts of power and energy. The mechanical energy used in the processing is transformed into heat, which increases the risk of scorching. Measuring the viscosity of rubber polymers and compounds is therefore one of the more usual controls when producing rubber.
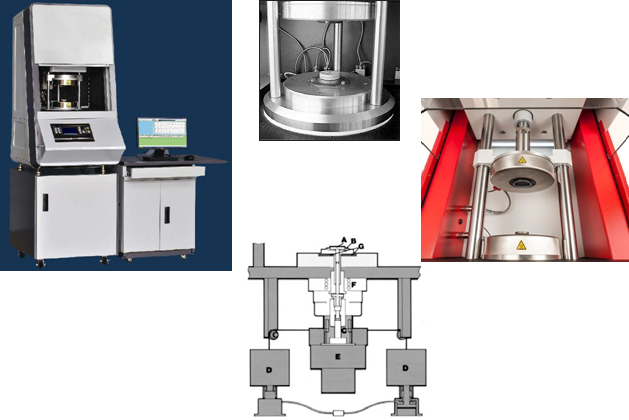
MOONEY VISCOMETER(ASTMD-1646)
Mooney Viscometer is an instrument used to measuring Properties of rubber. Which are Viscosity, Stress, Relaxation, and Pre-Vulcanization Characteristics. The Mooney viscometer can be described as a rotation viscometer, in which the rubber is sheared between an inner rotor and an outer die. The die has a diameter of 50 mm and a height of 10 mm. The normal rotor has a diameter of 38 mm. For the measurement of high viscous materials,the rise a small errot or with adiameter of 30mm. The temperature of the die can be adjusted and normally 100 °C is used. The rotor is rotated with a speed of 2 rpm. This corresponds to an average shearrate of 1s-1. The torque required for driving the rotor, which is a measurement of the viscosity, is measured and presented in Mooney units.8,3 ±0,02 Nm corresponds to 100 Mooney units. Placing two circular pieces of the testing material in the die, one under and one above the rotor does the testing. The die is closed using a force of 11500 Nand the matfills the die. Preheating is normally carried out for 1 minute after which the rotor is started. The viscosity decreases at first because of the heating and degradation of thixotropic properties. Readings are then normally taken after 4 minutes.
The result is normally given as follows:
55ML (1+4)100°C.M here stands for Mooney, Large rotor and 1 + 4 the preheating time and reading time. Values under 40 can be designated a slow, values between 40 and 80 as normal and values over 80 as high.
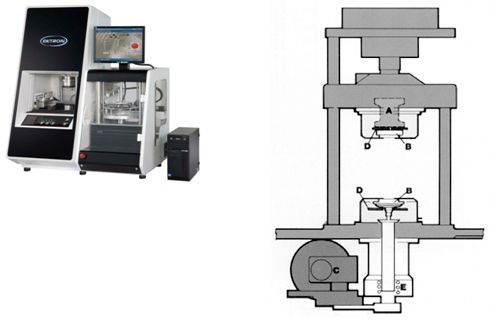
ROTORLESS DISC CURE RHEOMETER
In the rotor lesscure meter, the lower half of the die rotates and the torque is measured by a torque sensor. The amplitude is normally lower than that of the rotor type, namely ±0,2°. In addition to the torque, which is a measurement of the rigidity, the damping and the cross link rate can be registered.
A rotor less cure meter has the advantage that it allows changes of the test specimens to be made quickly, since you do not need to peel off the cured sample from any rotor. On the other hand, however, it must be loaded with test pieces with an exact volume, in order to avoid too much flash together between the die halves. This will influence the result of the measurement. In order to obtain the exact volume, a special volume punch is used Cure meter swith out rotor shave in recent years more and more replaced cure meters with rotors, since they among other things provide a higher testing capacity. In later years a more advanced type of curemeters have been introduced, where the angle, temperature and frequency can be changed during the test. The type of instrument is called Dynamic Mechanical Rheological Testers (DMRT) or Rubber Process Analyzer (PRA)

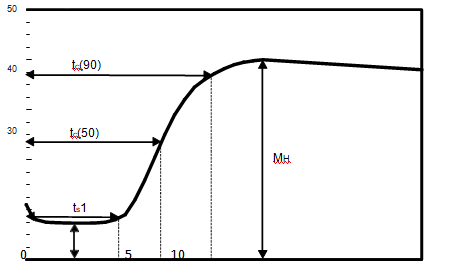
OSCILLATING DISC RHEOMETER
The construction and design of this instrument are similar to the Mooney viscometer, with certain differences in the dimensions of the dies and the design of the rotor. The rotor is designed to be thicker in the centre and taper off towards the extremities in order to achieve the same shear stress across the entire test material. The rotor oscillates sinusoidally at 1,7 Hz, normally with an amplitude of 1°. A torque sensor attached to the torque arm of the rotor registers the torque required to oscillate the rotor. When carrying out batch control, a temperature of around 190 °C is often chosen in order to obtain a short testing time. When development testing is being done, a lower temperature is chosen, 150 to 170 °C, in order to obtain a better resolution. From the curves obtained, the previously mentioned properties (scorch time, cure rate, viscosity, elasticity, and reversion) can be determined. Check out the best
Mechanicaltesting
Important factors Climates
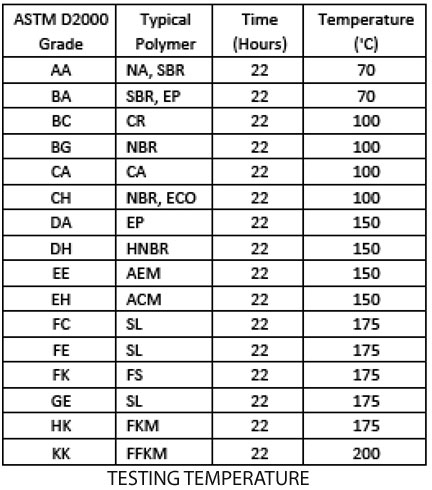
Polymer materials are sensitive to temperatures close to normal ambient temperatures in a completely different way than metals are. Therefore, careful control of the temperature is necessary when carrying out tests. Many polymer materials, e.g., cellular materials, are sensitive to humidity and particularly the relative humidity of air. It is therefore necessary to control this factor.
It is not sufficient, however, to perform tests in a well-defined climate. The material must be in a state of equilibrium with the surrounding climate. This is obtained by conditioning, which means that the test material is stored in the test climate conditions for a sufficient period of time so that it acquires the same conditions as the surroundings. The standard temperature for conditioning and testing plastic and rubber is 22 degrees Celsius with a relative humidity (RH) of 50%. Other climatic conditions are applied in special contexts. When the requirements of climate control are stricter, the tolerances are reduced to 1°C and 2% RH.

Dimensions
When measuring the dimensions of rubber test samples and products, most normal measuring tools can be used, e.g., measuring tapes and rulers, vernier calipers, thickness gauges, and profile projectors. Since rubber is a soft material, it is important not to deform the rubber when measuring it. In order to accurately measure the thickness, a thickness gauge having a specified measuring load of 22 kPa should be used. The measuring foot's diameter can range from 2 mm to 10 mm, and the load can be adjusted to achieve the desired pressure. Another good way of measuring the cross section of rubber profiles is to use a profile projector, which allows remote measurement without having to touch the profile itself.

Density
The most common method for determining a rubber material's density is to weigh the smallest piece in air and water. Weighing in air provides the actual weight, and weighing in water provides the volume. The density is calculated by dividing the weight by the volume.
Hardness
The rubber’s hardness or stiffness (modulus) is determined by measuring how far a blunt measuring probe can be pressed into the rubber. Originally there were several methods for hardness measuring, today however there are mainly two methods used, and a third for measuring hardness on big rubber covered rolls.
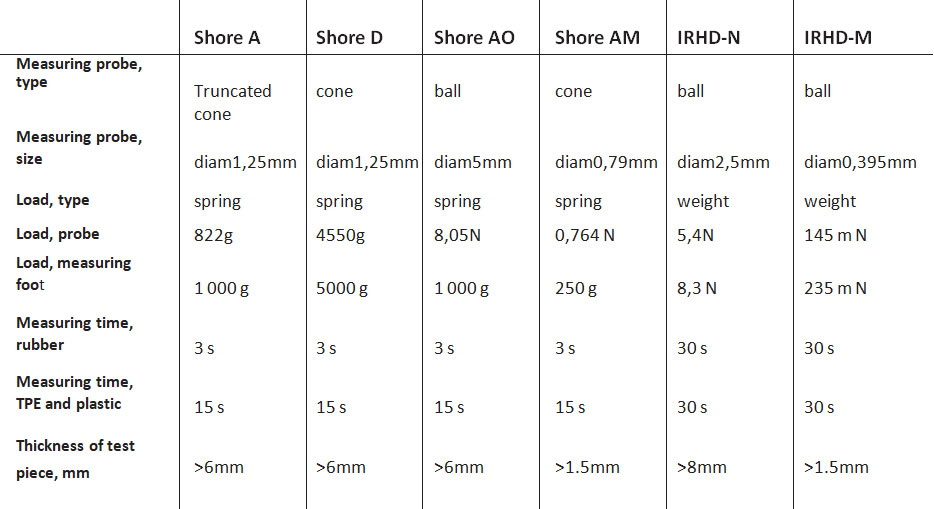
1. ShoreISO 7619
The oldest method for measuring hardness is the Shore method from 1915, where a truncated cone is pressed into the rubber with a spring force and the reading is carried out after 3seconds. Earlier the reading time was expressed “within 1 second”, but changed in ISO7619 to 3s for better accuracy. The Shore method has a number of scales (A, B, C, D, AO, DO, O, OO and AM). Among these the most common are specified in the ISO standard. Shore Ais used for normal rubber hardness, Shore D for hard rubber and Shore AO for soft rubber. Shore AM is a Shore A micro method for thin test pieces. All measuring scales have the end positions 0 and 100, where 0 is infinitely soft and 100 infinitely hard. The difference between the scales consists of different probes and spring forces. The Shore meters can be used either rashor held meter so stand mounted. Both analogue and digital meters are available.
The measuring accuracy is noticeably improved when the meter is stand mounted, as the meter is parallel with the test piece and the correct load is used. If a timer is used,the precision is further improved.

2. IRHD ISO48
The IRHD method was developed within ISO in order to improve the accuracy in measuring hardness. This method is called “International Rubber Hardness Degrees” or IRHD. The scale for IRHD equipment corresponds to Shore A. What different test method is that the IRHD equipment is always mounted on a stand, the loading is done with a dead weight the measuring probeis ball shaped and the reading is taken after 30 seconds

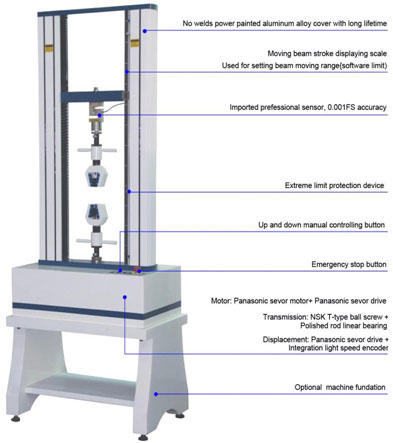
TENSILE TEST
Tensile testing is normally used to determine the following properties of rubber materials:
- Stress at a particular elongation, e.g. 100 % or 300 %, expressed in MPa, is sometimes called the “rubber modulus”.
- Tensile strength in MPa, which is the strength at break.
- Elongation at break in %.
The testing is normally conducted on dumbbell test pieces, which are punched out of 2 mm test sheets. The test is done in a tensile testing machine using a speed of 500 mm/min. To be able to determine the elongation and the stress at different elongation, an extensometer is also needed. The extensometer can be mechanical with balanced clamps that measure the elongation or optical e.g., a laser that measures two reflecting benchmarks on the test piece.
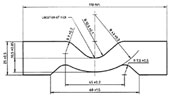
TEAR RESISTANCE
In a tear test the material’s tear resistance is determined. Three methods are common, namely:
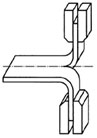
- Trouser test piece(methodA)
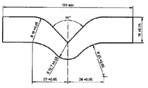
- Angle test piece(methodB)
- Crescent test piece(method)
A trouser test piece consists of a rectangular strip 15 x 75 mm with a notch 25 mm in from one short side. The strip is elongated in a tensile tester with100mm/min, so that the not chgets bigger. The result sareproducedasa tear diagram with a number of tops and the median top is given as the result.
A 90° angle test piece is elongated using a speed of 500 mm/min to break. The test can be performed with a 1 mm nick or without anick the test without then ickmeasuresa combination of the force of tear initiation and propagation.
A Crescent shaped test piece with a 1mm deep nick is elongated using a speed of 500mm/min to break. The test can be considered to be a tensile test with an indication of fracture. The result is give in kN/m (N/mm) test piece thickness
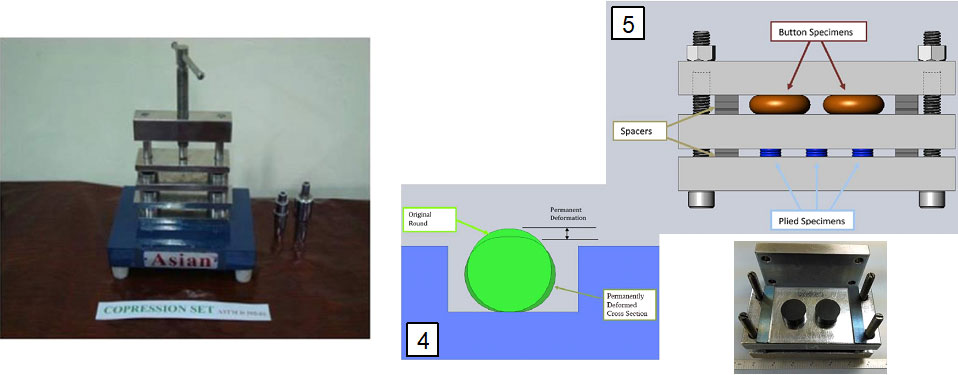
Compression tests
Compression tests to measure the rubber’s stiffness, spring constant or modulus can be done in modern tensile testers, which can be used in both tension and compression. The normal method is to deform the rubber by 25% and measure the force. It is common to do a mechanical condition by compressing the rubber three times and carrying out the measurement on the fourth compression. The result can be displayed as a load/deformation curve, from which you can read off the force at e.g., 10 and 20% deformation
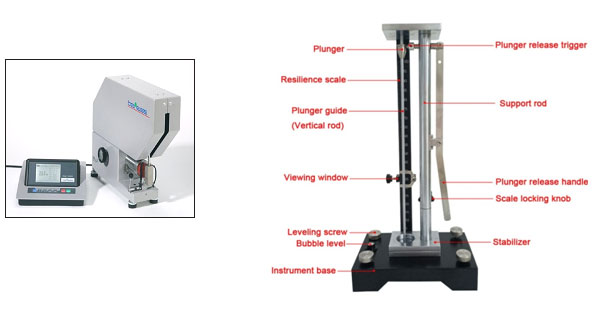
Reboundresilience
Rebound resilience is a basic property of rubber and it is also one of the oldest and simplest tests. The testing is normally conducted as are bound test, in which a weight is bounced against the rubber, either in the form of a free-falling ball or a pendulum. By comparing the height of the rebound with the original height you get a measurement of the energy that has been absorbed by the damping effect of the rubber. The results are normally given as the rebound height in percentages of the fall height.
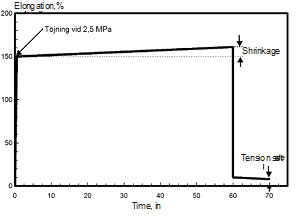
Tensionset at constant load 7
If a rubber test piece is stretched for a time and then unloaded, it does not completely retract to its initial length. The difference is called tension set. In this test, rubber test specimens are loaded with weights using a load of 2, 5 MPa at room temperature. After an hour the samples are unloaded and the tension set is determined after a 10 minutes recovery period. Often the elongation for 2, 5 MPa load is determined after 30 s and the creep after being loaded for 1 hour
THERMAL TESTING
Temperature influences the properties of polymer materials much more than is the case with metals and ceramics. This isnotonly seeing changes in the actual properties when the temperature changes but also those critical temperatures are reached relatively early.
Brittleness temperature
Testing of the brittleness temperature is a method where a hammer is used to pound the test pieces after these have been cooled down in a cooling bath. The brittleness point is the temperature where the sample s just not brake when struck with the hammer.

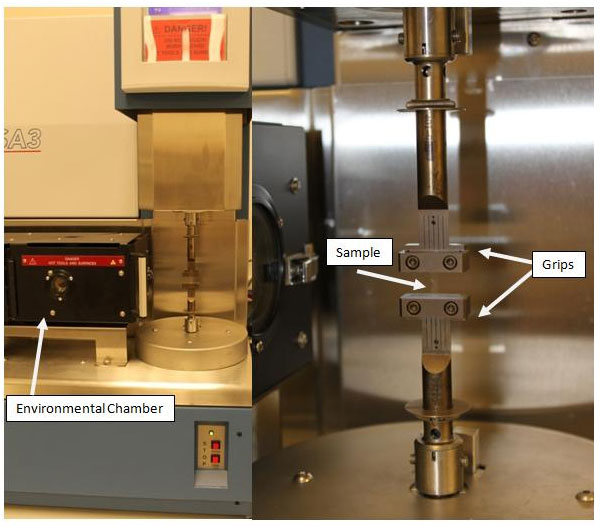
Dynamic mechanical analysis, DMA
If you wish to determine the modulus as a function of the temperature, modern DMA equipment can be used for this. In DMA tests,the viscous and elastic modulus is measured to get her with damping for a particular temperature interval. The testing is done dynamically either in bending, tension, compression or shear. This test can replace most othercold tests the only disadvantage is the high price for the equipment.
A typical DMA tester with grips to hold sample and environmental chamber to provide different temperature conditions. A sample is mounted on the grips and the environmental chamber can slide over to enclose the sample
Durability testing
Relaxation
Relaxation is the decrease in counter pressure,which can be measured in a rubber test piece exposed to constant deformation. The deformation method can either be compression or tension. Relaxation measuring can be done in two different ways. Either the measurements of the original force and the force after different times can be taken at the test temperature, or all measurements are taken at room temperature, while the samples are stored at increased temperature in between these measurements. In certaincases,relaxation measuring is also done in liquidse.g. oil. This is commonfor e.g. O-rings.

Weather simulation
Weather simulation is testing that is carried out indoors and is conducted in special weather ageing cabinets. In a weather cabinet, sun, temperature and rain are simulated. Thenormal testing cycle has a light intensity of 1000W/m2, 55°C black panel temperature and are in cycle of 18 minutes of rain and 102 minutes dry. In certain simpler devices only light is used. The properties most of then examined are colour changes and changes in tensile strength and elongation at break. The testing is moderately accelerated and a 6 weeks test corresponds to approximately 2–3 years outdoors.
Ozonetests
Testing a rubber material’s ozone resistance is done in special ozone chambers, normally at an ozone concentration of 50pphm (parts per hundred million) and at a temperature of +40°C. Since rubber is more easily attacked by ozone when it is elongated, the testing is carried out in a rig with varying degrees of elongation, from 5 to 80%. The samplesare checkedat certain time intervals 2, 4, 8, 24, 48,72 and 96 hours, and the time taken to for them first crack in each elongation is noted.
Abrasion testing
Abrasive resistance is one of the rubber’smostimportant properties, but it is at the same time difficult to test in the laboratory.
In laboratory tests, results must be obtained in a short time and there fore the testing is accelerated, but this means that the abrasion mechanism is not the same as in practice and the results do not correlate to what actually occurs in reality.

The most common method of testing abrasion for a rubber material is to let a loaded sample slip against a roller covered in emery cloth. After a wear distance of 40 m, the weight loss is determined and calculated over to a volume loss. Eventual variations in the emery cloth are corrected by using are ference piece of rubber and correct the results. The disadvantage with this method is that the wear intensity is higher than what is permitted in practice
Other testing
Ashcontent
The ash residue of a polymer or an elastomeric material is determined by heating a sample in a crucible, at first on a Bunsen to drive off the volatile substances, and later on in an oven at 550 °C. The ash residue is calculated as percentage of the sample weight. The ash residue in a polymeri same asure of the inorganic impurities, whileash of a rubber material is a measure of inorganic constituents such as zinc oxide, whiting, silica, clay etc
Carbonblack content
When analyzing the carbon black content an earlier extracted sample is used. To drive out the polymer from the sample it is pyrolyzed in nitrogen at 850 °C. The sample is then placed in a muffle furnace and the carbon black is burned off at 850 °C. The amount of carbon black is calculated from the weight loss in the different steps of the procedure.
Analysis of free sulphur
The amount of free sulphur is measure of the curing degree. Several methods are available. For example in one method the free sulphur reacts with a solution of sodium sulphite and the thereby formed sodium thiosulphate is determined by titration.
Measurement techniques
Length
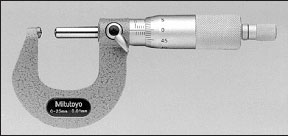
Measuring tapes and steel rulers are used in the measurement of longer lengths, where the accuracy is approximately 1 mm. Calipers are used for lengths of up to approximately 0,5 m and the accuracy can vary from 0,02 to 0,1 mm. Higher accuracy can beachieved with modern digital Calipers. Dial gauges and micrometers are used when the accuracy is required to be 0,001 to 0,01 mm. The thickness of rubber sheets and compression set buttons, etc. are measured using a dial gauge with a resolution of at least 0,01 mm, mounted in a stand and with a measuring pressure of 22k Pa on the plane measuring foot. The low measuring pressure is required in order not to deform the rubber during the measurements
Quick Enquiry
To know more about Associated Chemicals feel free to send a message
 Our Sister Concerns
Our Sister Concerns


Usefull Links
Get In Touch
Assochem Chambers, Bypass, Edapally,
Kochi-682024, Kerala, India.
Phones : +91 9495999349, +91 9388610189, +91 484 2339190, +91 484 2348028
E-mail : nsn@assochem.in, marketing@assochem.in, mail@assochem.in
Support
